

Product overview
IMB-HF006 Binder is environmentally friendly Binder for IMD/FIM that does not intentionally use Halogen compounds (Chlorine (Cl), Bromine (Br)) as raw materials and does not contain environmentally hazardous substances such as Benzene, Toluene, Xylene, Isophorone.
- Solvent type ink
Application
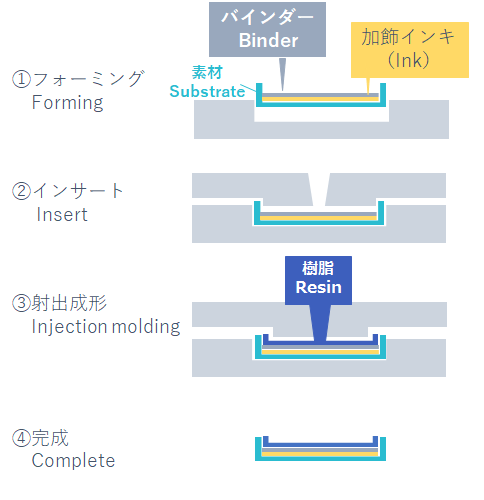
- Adhesive layer for FIM(film insert molding)
- Adaptive resins for injection molding: PC(polycarbonate), PC/ABS, ABS, AS, PMMA(acrylic)
Features, Function
- This is an adhesive layer between a printed sheet that design is printed with two pack curable ink on PC sheets, treated PET films, etc., and injection molding resin.
- As screen printing is possible, pattern coating can be applied to only necessary areas.
- One-pack evaporation drying type with good workability.
- Forming, workability
- Adhesive, binder
Substrate
- PC sheet, Treated PET film
- PC
- Easy adhesion treated PET
Dilution
- Dilution is not required
- *Stir well before use and print ink only after it becomes fluid.
- *If dilution is necessary, use following solvents. Z-703 SOLVENT(standard) Dilution 0 to 5%
Recommended cleaner
- Screen Cleaner L2
Mesh
- T 200 to 250 mesh(Coverage would be 30 to 35m2/kg at 200 mesh)
Drying
- Final drying should be performed in accordance with the final drying and curing conditions for design printing inks.
Caution
- Do not use solvents and catalyst other than the designated ones because of the possibility of contamination with halogen compounds.
- Please check the squeegee rubber, emulsion, materials and substrates before use, as they may contain halogen compounds.
- In the forming process such as vacuum forming, pressure air forming, and mold forming, as well as in insert molding processes that integrate injection molded resin, a complex set of factors affect the performance of the final product, including the selection of printing materials and inks for design printing, printing conditions, printing sequence, drying method and conditions, selection of molding resin, mold design (gate shape, type and position, number of gates), and conditions set during injection molding.
- Binder cannot be used by mixing with screen ink.
- When printing a binder, if the underlayer ink is excessively dry, peeling strength will be reduced. Be sure to print continuously up to the binder and conduct final drying.
- Ink shelf life: 24 months from production date, unopened
Safety
- UN No.: Not classified in the definition
- UN Classification: Not classified in the definition
Handling
- Use safety gloves and eyeglasses to protect skin and eyes. If the ink comes in contact with skin, wash with soap and plenty of water (or lukewarm water) and consult with a doctor.
- Containers should be closed tightly after use and stored in a cool and dark place.
- SDS is available upon request. Please request a copy and read it carefully before handling the products.
Resistance
Formability adhesion test
- Test method
Printed materials of IPX-HF ink and IMB-HF binder made under the following conditions are inserted into a mold for injection molding, and PC resin is injected onto the binder printed surface for insert molding under the following conditions.
-
- Injection molding conditions
Mold clamping pressure :60ton
Mold temperature : 80℃, PC (made by Teijin Chemical, Panlite PC L-1225L )
Molded resin temperature : 300℃
Injection speed : 100 mm/sec
Molded item dimension (LxWxH) :70×70×2 mm - Cut a 1.0 cm-wide slit in the printed sheet side of the test piece, peel it off from the molded resin, and measure the 180° peel adhesive strength (kgf/cm) at a pulling speed of 300 mm/min with a tensile testing machine.
- Injection molding conditions
Test results of formability adhesion test
| Test ink | Test Binder | 180°peel adhesion strength |
|---|---|---|
| IPX-HF979 Black | IMB-HF006 Binder | 5.0~6.0kgf/cm |
Test Condition
- Test conditions (Ink)
【IPX- HF979 Black】 【F-003 Solvent 10%】 【240 Catalyst 10%】 【80℃ 5 min】【T 250】【Substrate:PC】 - Test condition (Binder)
【IMB-HF006 Binder】 【No dilution】 【90℃ 60 min】 【T 250】 - Above resistance test results are measured results in our laboratory and they are not guaranteed values.
- Information contained in this catalog may change without prior notice.
FAQ
-
What is a binder?
-
It is a binding layer, which enhances the binding between the injected resin and the inserted print matter, principally printed with 2 pots of curing ink.
We recommend reading the following reports:
IMB-HF006 Binder (Halogen Free, Environmentally Friendly Binder for IMD/FIM) -
Does ISX Ink need a binder?
-
No, it does not need a binder because ISX ink is a one-pot ink and has good adhesion to injected resin.
-
Why do two-pot inks need a Binder?
-
When cured, a two-pot ink layer has a cross-linked structure and good heat resistance, in other words it is hard to melt at the high temperature of the injected melt resin. Therefore it has inferior adhesion to injected resin. The binder layer between the pattern printed layer and injected resin can strengthen the adhesion between them.
At the time of printing Binder, excessive drying of under layer ink may cause decrease of peeling strength. Be sure to print continuously until Binder before final drying.
-
What are the meanings of X and Q used in the ink names such as IPX, INQ, FMX, etc.?
-
X and Q are used to designate isophorone-free inks.
- Related technical information
- Related inks